Nitruration gazeuse
L'agence Eurotechni située à Nogent propose un service de nitruration gazeuse pour augmenter la durée de vie des pièces d'acier qui subissent de l'usure par frottement, abrasion, fortes chaleurs...

L'agence Eurotechni située à Nogent propose un service de nitruration gazeuse pour augmenter la durée de vie des pièces d'acier qui subissent de l'usure par frottement, abrasion, fortes chaleurs...
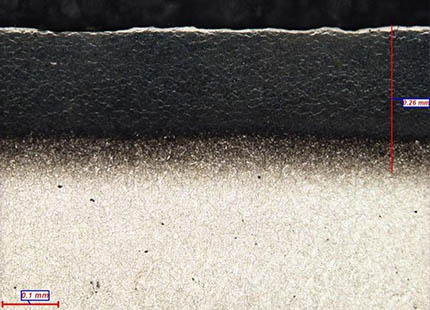
La nitruration gazeuse est un procédé de durcissement superficiel grâce à l’apport d’azote sur la surface d’une pièce en alliage ferreux, en chauffant le métal à une température recherchée (la plupart du temps supérieure à 500°C et inférieure à température du dernier revenu). Cet apport est réalisé avec un gaz permettant la diffusion de l’azote dans le métal, essentiellement de l’ammoniac. La vitesse et la profondeur de diffusion sont les conséquences d’un couple temps/température. Une trempe n’est pas nécessaire pour l’obtention d’un durcissement superficiel, mais elle est souvent accompagnée d’un revenu pour une gamme complète de traitement. La température de nitruration pour tous les aciers est comprise entre 495°C et 565°C.
La Nitruration peut provoquer quelques variations dimensionnelles de type gonflements mais ils sont relativement faibles. A savoir que tous les procédés de durcissement provoquent des déformations mécaniques.
Un gaz nitrurant est injecté dans un four à une température donnée. Le four peut être de type horizontal, pita ou cloche. Pour activer correctement la Nitruration, des systèmes mécaniques type turbine doivent brasser cette atmosphère, les pièces doivent être séparées au minimum de quelques centimètres pour que le gaz circule sur toutes les faces. Un renouvellement en continu du gaz nitrurant doit être maintenu tout au long du cycle de traitement pour atteindre un niveau de qualité optimal.
Un nettoyage préalable (dégraissage) des pièces est nécessaire pour obtenir un bon résultat.
Pour chaque cycle de traitement, il faut purger l’air du four avec un gaz neutre ou nitrurant en injectant 3 fois le volume du four au minimum. Plus la montée en température est lente, plus la chaleur est homogène et les risques de déformation sont réduits.
L’ammoniac se dissocie à la surface de l’acier à la température de traitement selon la formule de réaction suivante : 2NH3 => 2NFe + 3H2
Tout au long du traitement on crée donc de l’hydrogène (H2), de l’azote (N2) et il reste également de l’ammoniac (NH3) qui est inutilisé. Tous ces gaz sont envoyés dans un four de pyrolyse type « cracker » qui va chauffer ce mélange à plus de 850°C pour ensuite le faire bruler dans une sorte de torchère ne relâchant au final que de la vapeur d’eau et de l’azote.
A l’issue de la phase de chauffe, débute le refroidissement qui est réalisé sous atmosphère neutre ou nitrurant pour éviter les phénomènes d’oxydation qui donnent des colorations aux pièces même si cela ne nuit pas au traitement. Ce refroidissement peut être plus ou moins long selon les paramètres retenus lors de l’élaboration du cycle de Nitruration.
La Nitruration est préconisée sur les outillages (matrices) de Forges à chaud pour augmenter leur durée de vie.
De même les pièces d’acier soumises à usure par frottements, par abrasions, à des contraintes, à de la chaleur, peuvent augmenter leurs durées de vie grâce à la Nitruration.
Les principaux intérêts de la nitruration sont :




Pour vos projets de nitruration gazeuse inférieur à 10kg, Eurotechni propose un forfait de 50.00€.
Au dessus de 10kg, le prix au kilo est dégressif plus la masse est importante.
Pour les projets plus conséquents, nous vous invitons à contacter notre équipe qui vous fera un devis.
Il n’est pas utile de vous déplacer, notre équipe peut se charger de l’enlèvement et de la livraison après traitement de vos pièces.
Veuillez nous consulter pour en savoir plus.